

双寨站桥,横跨车站东西两则的规划港务西路,将车站二层站厅与规划陆两侧地块相连接,天桥主桥为两跨连续梁结构,跨径组合为3.5(悬挑)+22.9+34.6(m),主梁总长61.0m,总宽6.5m,主梁梁高1.4m。地块内楼扶梯支撑在天桥主梁上,天桥玉桥及楼梯均采用钢箱梁结构。
一、制作难点
1、因桥梁较长、较宽必须分段与分片加工;分段可以根据设计图纸的分段尺寸进行分段,但宽度超宽无法运输,必须分片制作,分片既要满足国家规范,又要保证现场顺利安装及焊接。
2、焊接变形:由于桥梁的纵、横向加筋板较多,上、下盖板较薄,焊接变形较大,采用传统整体拼装、整体焊接的方式,桥梁的上、下盖板变形很大、且很难矫正;
3、焊缝质量,由于桥体较大,按传统整体拼装、整体焊接,必然存在立焊、横焊、甚至仰焊等空间位置的焊接,对焊工的操作技能要求极高,一般钢结构焊接人员很保证焊接质量。
二、工艺制定
1、根据上述桥梁制作存在的难点,公司成立技术小组;由生产部、技术部、工艺质量部、生产分厂。对图纸进行认真研究。找出生产制作中可能出现的问题,针对可能产生的所有问题;经分析,最后确定采用,分单元制作上、下盖板,整体拼装、分片焊接的工艺;
2、工艺评审,由技术部、生产 部、工艺质量部、分厂厂长及班组长,对编制的工艺进行认真评审,找出工艺不完美、不合理处。使工艺有较高的科学性、实用性及提高质量、提高效率。
三、制作
1、工艺交底,由工艺质量部对全体桥梁制作人员进行工艺交底,让每一个员工清楚桥梁制作的每一个程序、了解每一工序的质量要求。将可能产生的质量问题预先提出加以预防
2、上、下盖板单元的制作:
2.1上、下盖板可以分两片单独做,先将通长纵向加筋板焊好,如有变形先矫正,然后组装;并按下图制作3至5个反变形的弧形控制架,也可根据实际需要确定尺寸。
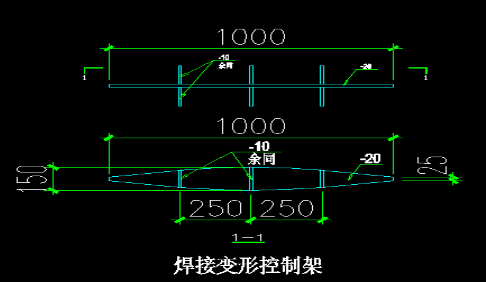
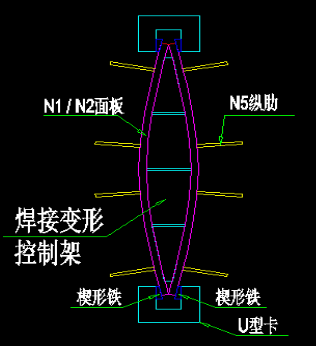
2.2将纵向通长加筋板按图纸尺寸组装到上、下盖板上,然后将两块大小相近的上、下盖板背靠背放置,中间放上反变形控制架,沿宽度方向放置,根据需要可放置2个或4个不等,再沿上、下盖板长度方向用U型卡子将上、下两块盖板卡牢,卡U型卡子时,可配合三角楔铁,将U型卡子卡牢固;然后将盖板放置在船型位置上进行焊接,焊好后等盖板冷却至室温,再拆除U型夹子,如图所示:
通过这种方式上、下盖板基本无变形,且焊缝成型美观:
反变形

焊缝成型、均匀美观

焊后,上、下盖板无变形
四、整体拼装,分片焊接:
1、整体拼装,制作胎架,将起拱值反相做好,将上盖板先放到胎架上,并用水平仪二次测量尺寸,然后将横向隔板,再将下盖板,尺寸检查合格后,打好防变形支撑,再分片进行焊接,由于分片,单体重量较轻,可以反转,避免了立、横及仰焊。保证了焊接质量:

拼装横向内隔板

组装下盖板,并打好防变形支撑

分片焊接,采用偶数焊工对称焊接

焊接完成后检查变形,变形在标准之内
从本工程下达图纸、到制作成产品,公司通过科学管理;精心组织,进行了图纸会审、工艺编制、工艺评审、工艺交底、工艺巡检,对生产过程进行有效控制,因此此次的桥梁加工达到预期效果,完全满足图纸设计要求。也为我公司今后承揽跨度更大、要求更高的桥梁及相类似超大结构箱型的制作积累了宝贵的经验。